
Solid Waste Equipment: Why Weld Quality Matters
If you’re planning to purchase solid waste equipment for the first time—or you’ve decided this is the year you’ll replace your aging commercial compactors or containers—you’d be wise to look “under the hood.”
A product made from high-quality materials and with sound manufacturing processes may appear to cost a bit more when you simply compare list prices, but it’s structurally stronger, lasts longer and looks better.
In the long run, purchasing quality is good for your bottom line.
So, when you assess your steel waste handling equipment options, make sure you give the product’s weld quality some very careful consideration.
Need a little guidance?
We’ve put together a little primer that will help you make that determination.
High-quality welding techniques
Perhaps you’ve heard of a technique called Metal Inert Gas (MIG) welding? It’s occasionally also referred to as Gas Metal Arc Welding, or GMAW. This is the type of welding we do to ensure our commercial refuse equipment will stand the test of time.
What is MIG welding?
It’s simply a process where we join two pieces of metal together using a wire that’s connected to a direct current. That wire then acts as an electrode, bonding the metal parts as they’re passed through the welding gun.
MIG welding offers a few key benefits:
- It bathes the welding site with inert gases—and that protects the weld zone from oxidation and airborne contaminants, which can weaken welds.
- It’s faster and produces far cleaner welds than traditional skip welding techniques.
Another technique a quality solid waste equipment manufacturer will employ is vertical up welding, which is, essentially, joining metal surfaces vertically. (Far trickier than it may sound, but something we do to ensure stronger welds in high-stress areas.)
What to watch out for when buying solid waste equipment
Some solid waste equipment manufacturers peddle poor-quality products. Sure, they might arrive on-site shiny as a new penny, but their structural weaknesses will dramatically reduce their longevity.
The reasons for those poor welds are several-fold.
Some manufacturers employ a technique called skip welding, where, rather than one long, continuous weld, they space welds along the metal joint.
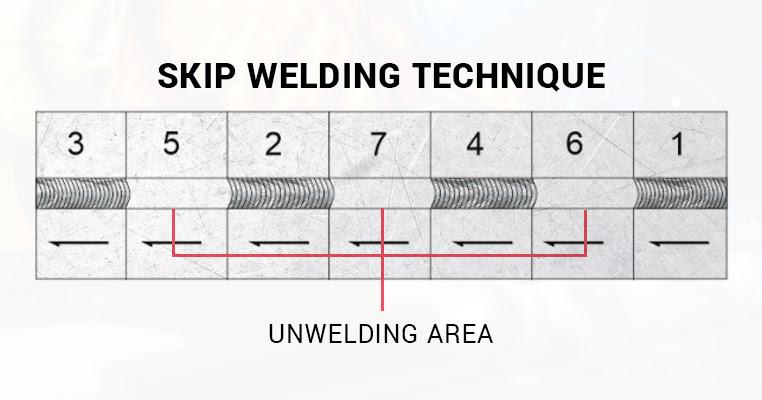
Illustration credit: The Art of Welding Thin Materials: Techniques and Tips
Sure, it’s faster, and those manufacturers use less wire and material—and that brings the container cost down—but those joints aren’t nearly as strong.
Also, less talented welders and those not employing MIG welding techniques may not ensure that the weld site is clean, and any debris or inclusions will weaken the weld.
In the long run, that means your commercial refuse containers and compactors are structurally inferior, break down and need replacing sooner.
In short, you pay more.
What do good and bad welds look like?
A visual inspection of the commercial solid waste containers or compactors you’re considering can help you assess whether you’re getting a sound product.
Let’s take a look at some examples of good and bad welds.
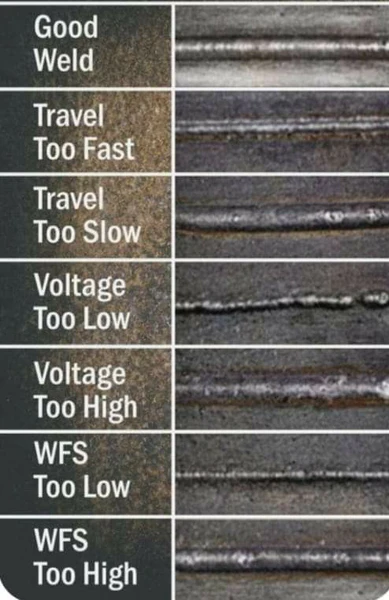
Illustration credit: Welding Parameters Explained, Yes Welder
- Good weld. This is what your welds should look like. A high-quality weld is steady, and that’s achieved with good wire speed and voltage. As you can see in this picture, the wave that this weld demonstrates is exactly what you’re looking for.
- Travel too fast. This weld was pulled too fast and, as a result, it didn’t form a strong bond to the metal. (It should go without saying that a weak bond won’t last.)
- Travel too slow. This weld just sits on top of the metal, making a cold lap weld (it didn’t bond strongly with the metal)—and most of the time, these welds will break.
- Voltage too low. In this case, the voltage wasn’t high enough to burn the wire into the metal, and that means this weld doesn’t offer any structural integrity.
- Voltage too high. Here, though, the voltage was too high. When that happens, the weld will burn into the metal too deeply, weakening the material and, many times, burning a hole in the metal pieces you’re trying to weld. Not good.
- Wire feed speed (WFS) too low. If the wire feed speed is too low, the resulting weld will be too small to make a good, solid bond. Essentially, you end up with the same result as if you’d traveled too fast with the weld.
- WFS too high. In the other extreme, when the wire feed speed is too high, the weld just puddles on top of the metal parts that the manufacturer was trying to bond. The result? A cold lap weld with high potential to break.
Long story short: If the manufacturer’s welding process was performed at the wrong speed or current, or if you detect cracks or inclusions in the welds, you’re looking at an inferior product with structural weaknesses.
And that means you’ll be purchasing replacement solid waste equipment sooner than you had hoped.
Have questions about quality solid waste equipment construction? Please, fire away.